
液槽光重合法は、光造形(SLA)法とも呼ばれています。
光造形法は、タンク内に貯留された光硬化性樹脂にレーザーなどの光を選択的に照射することで、光が照射された部分の光硬化性樹脂を硬化させて立体造形物を作成していく手法です。
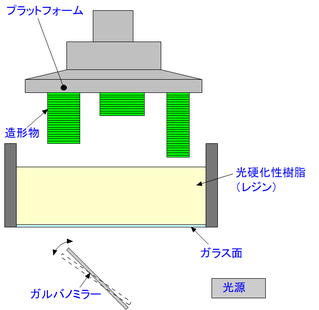
右の4つの図を使って説明します。
タンク内には光硬化性樹脂が貯められています。このタンクの底面にはガラス面が設けられており、タンクの下方から照射されるレーザー光がタンク内に透過するように構成されています。
タンク底面のガラス面に対して接離する方向(図では上下方向)に移動可能なプラットフォームが設けられています。
一番上の図では、ガラス面に対してわずかにプラットフォームが離れている状態に配置されています。この状態で光源から照射されたレーザー光をガルバノミラーを使って立体造形物を造形する位置に選択的に照射していきます。
レーザー光を1層分照射すると、上から2つ目の図のようにプラットフォームの下面に光硬化性樹脂が硬化した造形物(緑色の部分)が造形されます。
造形物を1層分造形した後、プラットフォームを1層分だけ引き上げます。そうするとタンク底面のガラス面と造形物との間に1層分の空間が形成されるので、この空間内に光硬化性樹脂が流れ込みます。そして、再度、レーザー光を選択的に照射して立体造形物を造形します。レーザー光を照射して光硬化性樹脂を硬化させて造形物を造形し、プラットフォームを造形物1層分引き上げる動作を繰り返すことでプラットフォームの下面に造形物(上から3つ目の図)が造形されます。
最後にすべての造形工程が終了すると、プラットフォームをタンクから引き揚げます(一番下の図)。
これが、光造形(SLA)法の概要です。
なお、光造形(SLA)法では、プラットフォームから引きはがした後、造形物の表面に付着した光硬化性樹脂を除去するため、IPA等の溶剤を使用して洗浄する必要があります。



規制液面法と自由液面法について
光造形(SLA)法では光を光硬化性樹脂に照射する方向で2つの方法に分けられます。
1つ目の方法は、上記説明したように光硬化性樹脂が貯められたタンクの下方から光を照射する「規制液面法」です。
2つ目の方法は、タンクに貯められた光硬化性樹脂の液面に光を照射する「自由液面法」です。
自由液面法では、液面にレーザー光を照射して光硬化性樹脂を硬化させて造形物を造形します。
しかしながら、光硬化性樹脂は粘度が高いことから、テーブルを1層分下げただけでは、次の層に光硬化性樹脂が満遍なくいきわたるのに時間が掛かります。そのため、テーブルを余分に下げてから再度持ち上げる手法がとられますが、今度は樹脂が盛り上がるため、樹脂を平らにする必要があります。
そのため、規制液面法に比べて造形時間が長くなる傾向にあります。
したがって、現在普及している光造形(SLA)法の3Dプリンターでは規制液面法が主流となっています。


次回は、光造形(SLA)法のその2として、光の照射方法について、さらに説明します。